Romi - C 510DE-TUR-ROM-2014-00001
Masz dodatkowe pytania? Skontaktuj się z nami!

Borja Garcia
+34 679 019 350
b.garcia@gindumac.com
- GINDUMAC
- Produkty
- Obrabiarki
- Używana tokarka pozioma Romi C 510 na sprzedaż | gindumac.com
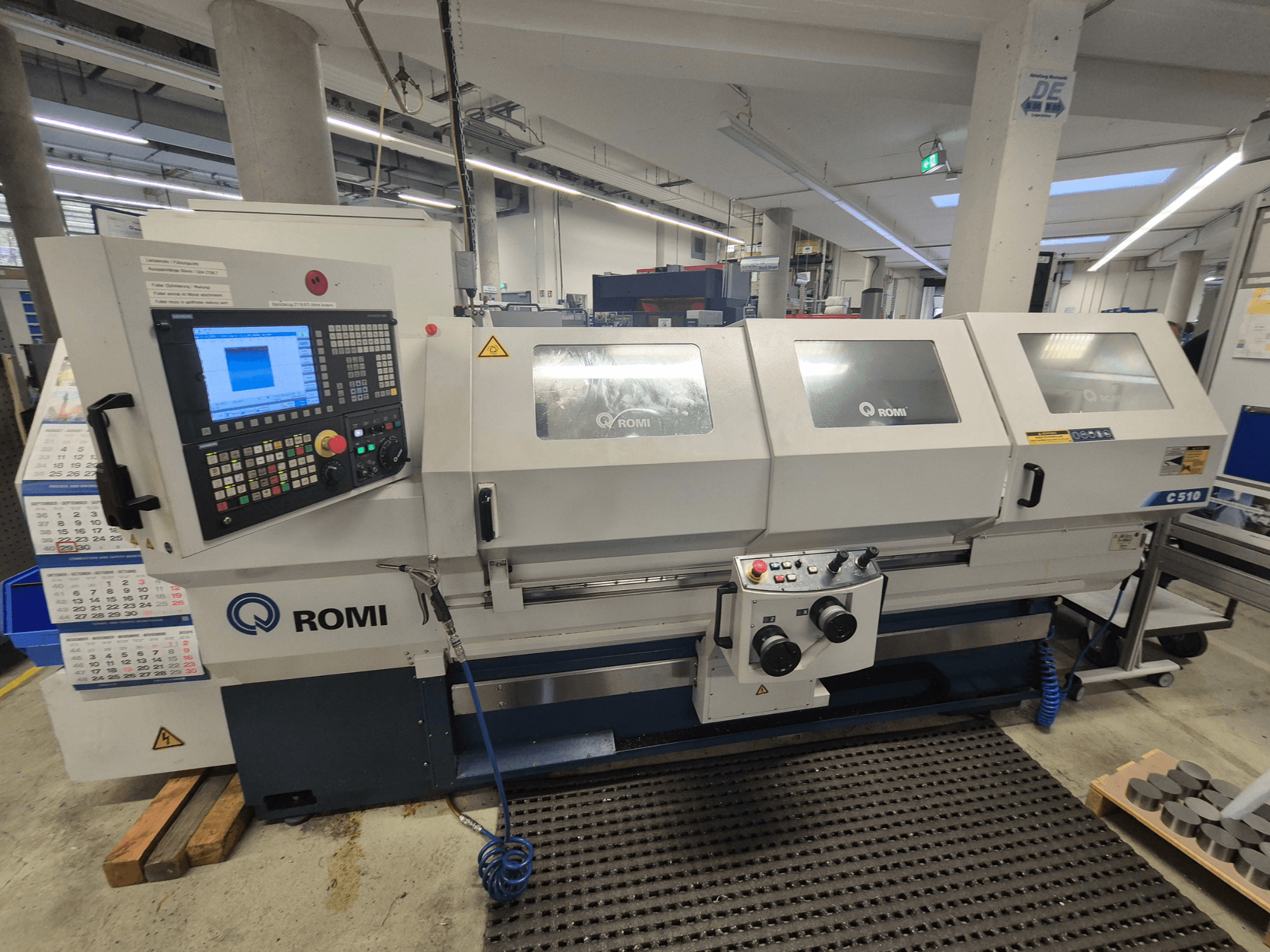
To urządzenie Romi C 510 zostało wyprodukowane w 2014 roku. Posiada wrzeciono drążone z przelotem wrzeciona Ø 65 mm, klinowy uchwyt ręczny Ø 260 mm i hartowane powierzchnie prowadzące. Uchwyt narzędziowy to stalowa głowica Multifix B K22. Maszyna pracuje ze standardową prędkością wrzeciona w zakresie 56-2800 obr/min i jest wyposażona w funkcje automatycznego smarowania i cyklu zapewniające wydajną pracę. Jeśli szukasz wysokiej jakości tokarki, rozważ model Romi C 510, który mamy na sprzedaż. Skontaktuj się z nami, aby uzyskać więcej informacji.
Informacje o maszynie
- marka: Romi
- rok: 2014
- MODEL: C 510
- godziny produkcji: 2041
- zastosowanie: Toczenie
- Lokalizacja: Niemcy
- rodzaj maszyny: Tokarka pozioma
- Marka sterowania: SIEMENS
Dane techniczne - Romi C 510
Układ sterowania
- Model sterowania: SIEMENS
- Model sterowania: SIEMENS 828D
Ruch osi
- Liczba osi: 2
Dane techniczne
- Prędkość obrotowa wrzeciona: 2800 RPM
Informacje dodatkowe
Dodatkowe wyposażenie
Konsola: Automatyczny cykl w kierunku wzdłużnym z aktywacją wgłębienia konsoli.
Zalety maszyny
Techniczne zalety maszyny
Funkcje automatyczne: mocowanie narzędzia, hartowanie powierzchni prowadzących, przełączanie prędkości wrzeciona frezującego, cykle ramy i smarowanie powierzchni prowadzących.
Wersje specjalne: z pełnym wyposażeniem, ręczną regulacją prędkości, zredukowanym zakresem prędkości, ręcznym dokręcaniem, wskaźnikiem numerycznym dla produkcji zagranicznej oraz w wersji klimatyzowanej bez systemu sterowania.
Powierzchnie prowadzące: hartowane i platerowane powierzchnie przeciwne.
Frezowanie pod kątem: w zestawie urządzenie automatyczne.
Automatyczne mocowanie narzędzia
Dodatkowe informacje
Specjalne wersje maszyny: Podniesiony wrzeciennik frezarski, automatyczne cykle ramy i zgodność z normami zagranicznymi po uzgodnieniu.
Opis maszyny:
CNC-Horizontal-Drehmaschine - ROMI C 510 V5.0 - SIEMENS
Standardausführung:
. Siemens-Steuerung 828D sl, mit 10,4" LCD-Farbmonitor
. ASA A2-6" Spindelkopf, Drehmoment: max. 303 Nm bzw. ASA A2-8", max. Drehmoment 408Nm, mit 520mm Schwingdurchmesser
nad Bett, 450 mm Schwingdurchmesser nad Schlittenführung i 255 mm Schwingdurchmesser nad Planschlitten.
. Reitstock mit manueller Positionierung des Grundkörpers, mit manueller Betätigung der Pinole (stehende Zentrierspitze) MK-4.
. Eilgang längs/quer mit 10.000mm/min
. Herausziehbarer Spänewanne
. Zasilanie elektryczne dostępne dla następujących zakresów/częstotliwości: 400VCA / 50-60Hz
. Podświetlany reflektor roboczy
. Zestaw maszynowy ROMI RMMP, składający się z części głównej wykonanej w technologii CNC oraz dwóch
elektronicznymi uchwytami dla X- i Z-Achse, joystickiem-Schaltern i
darmowym oprogramowaniem Siemens "Manual Machine Plus".
. Adapterplatte Multifix K22 Type B mit Multifix Stahlhalterkopf B K22
. Wzmocnienie dla Reitstock
. Automatyczna regulacja z filtrem wewnętrznym i czujnikiem ciśnienia .
. Kühlsystem, kompletny z podgrzewaczem wody i pompą wody (10l/min,@7bar, 1,5kw/ 2cv) .
. Kühlwasser Spritzpistole mit zusätzlicher Pumpe
. Elektrischer Schaltschrank mit Kühlung über Zentrifugalgebläse und Überdruck .
. Spritzschutz, komplett, Schutztüre mit Sicherheitsfenster und Verriegelung durch elektrische Sicherheitsschalter .
. Schrauben und Muttern für Nivellierung .
. Zestaw do montażu w instalacji .
. Pełna dokumentacja produktu ROMI na płycie CD .
. Standardowe mocowanie: Epoxidlack strukturiert Munsell-Blau 10B-3/4 i Epoxidlack strukturiert grau RAL 7035.
. Zgodność z odpowiednimi przepisami bezpieczeństwa CE
Opis sterowania:
SIEMENS 828D sl
Funkcje standardowe:
1 - RESSOURCEN UND CNC-LEISTUNG
- Genauigkeit 80-Bit-NANOfp
- Minimalny czas blokady = 80-Bit-NANOfp
- Look Ahead = 1
- Uruchamianie za pomocą Ruckbegrenzung
- Procesy synchronizacji taktowania i przełączanie prędkości obrotowej
- Języki: Niemiecki, portugalski, angielski, hiszpański, włoski, francuski
- Ethernet-Schnittstelle
- gniazdo USB
- Teilenummer, Maschinenzykluszeit und Uhr
- Funkcja Berechnungs
2 - PROGRAMMIERUNGSRESSOURCEN:
- Verzeichnis geordnet nach Programm, Unterprogramm und Zyklen
- wysoka wydajność programowania
- Programmieranleitung
- Obsługa programowania CNC
- Programmsatzsuchlauf
- Programowanie otoczenia
- Programowanie podrzędne
- Speicherprogrammnummer
- Teileprogrammspeicher = 3 MB
- Programm laden / speichern
- Programmerstellung und -bearbeitung
- Interpolacja liniowa, liniowa i liniowa Schraubena
- Verweilzeit
3 - FUNKCJE SKRĘCANIA:
- Vorschub w mm/min lub Zoll/min
- Vorschub w mm/min lub Zoll/min
- Vorschub und genaues Positionieren an den Ecken
- Genauhalt
4 - FUNKCJE GRAFICZNE:
- PC-ähnlich
- Animowane elementy - kontrola parametrów cyklusów
- Symulacja graficzna 2D
5 - SYSTEMY KOORDYNACJI:
- Arbeitsebenenauswahl
- Werkstückkoordinatensystem mit 100 Paaren
- Maschinenkoordinatensystem
- Voreinstellen des Werkstückkoordinatensystems
- Lokalny system koordynacji pracy
- System kontroli długości pracy (ręczna obsługa)
6 - KOORDINATENWERTE UND ABMESSUNGEN:
- Geschwindigkeit und Abmessungen in Zoll oder metrisch
- Programowanie w trybie absolutnym i metrycznym
- Interpolacja liniowa i krzyżowa ze współrzędnymi biegunowymi
- SKALA / PODZIAŁKA
- LUSTRO / AMIRROR
- Korekcja systemu współrzędnych
- Nullpunkttransfer
7 - SPINDELFUNKTIONEN:
- U/min w kodzie S
- Winkelpositionierung Spindel (M19 i Spos)
8 - ANGEWENDETE WERKZEUGFUNKTION:
- Korekcja prędkości obrotowej
- Ręczne ustawianie wymiarów i promienia obrabianego przedmiotu
- Werkzeugkorrektur Korrekturpaare (Länge und Durchmesser) = 256 i 512 dla wersji AP
- Sterowanie urządzeniami
- Standzeitverwaltung
9 - MAKRO:
- Programowanie parametrów
- Makro i zmienne użytkownika
- Zmienne systemowe
10 - FUNKCJE PROGRAMOWANIA WERYFIKUJĄCEGO:
- Festzyklus zum Bohren, Ausbohren und Gewindeschneiden
- Niezawodny Muster dla dużych i dużych obciążeń
- Festzyklus zum Gewindebohren ohne Ausgleichsfutter
- Festzyklus zum Gewindefräsen
- Gewindebohren mit Ausgleichsfutter
- Gewindereparaturzyklus
11 - FORMAT PROGRAMU - 828D sl-REIHE:
- Format programowania Kod ISO
- Obsługa programowania CNC
12 - BETRIEBSMODI:
- JOG-Betrieb
- Handrad-Betrieb
- MDA-Betrieb
- Automatyczne pobieranie
- Einzelsatzbetrieb
- Programmhalt
- Wahlweiser Halt
- Test programu
- Satz löschen
- Przekierowanie przez program (Achsreferenzierung durch Programm)
- Werkzeugrückzug und Repositionierung in JOG-Betrieb (Taste REPOS)
- Programmneustart
- Automatyczne uruchamianie przez Speicher lub Fernsteuerung
13 - WARTUNGSFUNKTIONEN:
- NOT-HALTControlOpis:
SIEMENS 828D sl
Funkcje standardowe:
1 - ZASOBY I WYDAJNOŚĆ CNC
80-bitowa dokładność NANOfp
Minimalny czas cyklu bloku = 80-bitowe NANOfp
Look Ahead = 1
Przyspieszenie z ograniczeniem szarpnięć
Procesy synchroniczne i szybkie wyjście
Języki: Niemiecki, portugalski, angielski, hiszpański, włoski, francuski
Interfejs Ethernet
Interfejs USB
Numer części, czas cyklu maszyny i zegar
Funkcja obliczania
2 - ZASOBY PROGRAMOWANIA:
Katalog zorganizowany według programu, podprogramu i cykli
Język programowania wysokiego poziomu
Podręcznik programowania
Podręcznik programowania CNC
Wyszukiwanie bloków programu
Programowanie w tle
Wywołanie podprogramu
Pamięć numerów programów
Pamięć programu części = 3 MB
Wczytywanie/zapisywanie programu
Tworzenie i edycja programów
Interpolacja liniowa, kołowa i śrubowa
Czas oczekiwania
3 - FUNKCJE POSUWU:
Posuw w mm/min lub calach/min
Posuw w mm/min lub calach/min
Posuw z precyzyjnym pozycjonowaniem w narożnikach
Dokładne zatrzymanie
4 - FUNKCJE GRAFICZNE:
Interfejs podobny do PC
Animowane elementy - obsługa parametrów cyklu
Symulacja graficzna 2D
5 - UKŁADY WSPÓŁRZĘDNYCH:
Wybór płaszczyzny roboczej
Układ współrzędnych przedmiotu obrabianego z 100 parami
Układ współrzędnych maszyny
Wstępne ustawienie układu współrzędnych obrabianego przedmiotu
Lokalny układ współrzędnych obrabianego przedmiotu
Maska wejściowa do pomiaru długości narzędzia (tryb ręczny)
6 - WARTOŚCI WSPÓŁRZĘDNYCH I WYMIARY
Prędkość i wymiary w calach lub metryczne
Programowanie w wymiarach bezwzględnych i przyrostowych
Interpolacja liniowa i kołowa ze współrzędnymi biegunowymi
SCALE / ASCALE
LUSTRO / AMIRROR
Obrót układu współrzędnych
Przenoszenie punktu zerowego
7 - FUNKCJE WRZECIONA:
RPM w kodzie S
Pozycjonowanie kątowe wrzeciona (M19 i Spos)
8 - FUNKCJE ZASTOSOWANEGO NARZĘDZIA:
Kompensacja promienia narzędzia
Ręczny pomiar długości i promienia narzędzia
Pary offsetów narzędzia (długość i średnica) = 256 i 512 dla wersji AP
Zarządzanie narzędziami
Zarządzanie żywotnością narzędzia
9 - MACRO:
Programowanie parametrów
Makro i zmienne użytkownika
Zmienne systemowe
10 - UPROSZCZONE FUNKCJE PROGRAMOWANIA:
Stałe cykle dla wiercenia, wytaczania i gwintowania
Wzór kołowy dla rowków prostych i kołowych
Sztywny cykl gwintowania (bez uchwytu kompensacyjnego)
Cykl frezowania gwintów
Gwintowanie z uchwytem kompensacyjnym
Cykl naprawy gwintów
11 - FORMAT PROGRAMOWANIA - SERIA 828D sl:
Format programowania kodu ISO
Obsługa programowania CNC
12 - TRYBY PRACY:
Tryb JOG
Tryb kółka ręcznego
Tryb MDA
Tryb automatyczny
Tryb pojedynczego bloku
Zatrzymanie programu
Opcjonalne zatrzymanie
Test programu
Usuwanie bloku
Odniesienie do osi poprzez program
Cofanie narzędzia i zmiana położenia w trybie JOG (przycisk REPOS)
Ponowne uruchomienie programu
Automatyczne działanie poprzez pamięć lub zdalne sterowanie
13 - FUNKCJE KONSERWACYJNE:
ZATRZYMANIE AWARYJNE (E-STOP)
*Mogą występować różnice pomiędzy podanymi danymi a rzeczywistymi wartościami, należy to potwierdzić u przedstawiciela handlowego.
Borja Garcia
Warunki płatności
Płatność z góry
Finansowanie aktywów