Dziękujemy za wizytę
Ta maszyna została niedawno sprzedana. Zobacz podobne dostępne maszyny lub wyślij nam zapytanie.
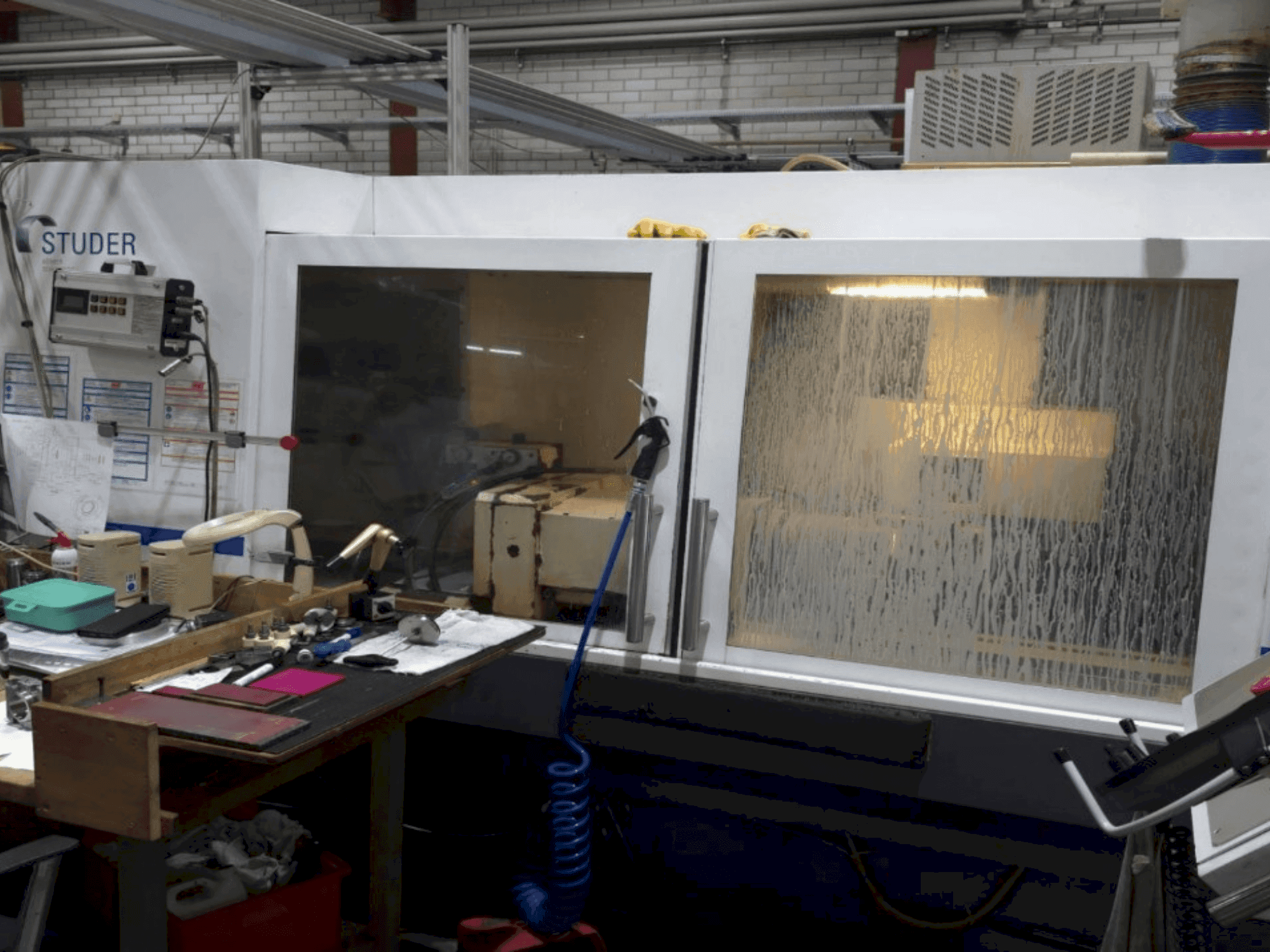
STUDER - S31DE-GRI-STU-2008-00001
Masz dodatkowe pytania? Skontaktuj się z nami!

Borja Garcia
+34 679 019 350
b.garcia@gindumac.com
- GINDUMAC
- Produkty
- Obrabiarki
- Używany STUDER S31 na sprzedaż | gindumac.com
Ta szlifierka STUDER S31 została wyprodukowana w 2008 roku. Szlifierka cylindryczna wyposażona w system sterowania GE Fanuc Series 21-TB. Maszyna przepracowała 47 099 godzin roboczych, przy czym wrzeciono pracowało przez 25 500 godzin. Rozważ możliwość zakupu tej szlifierki walcowej STUDER S31. Skontaktuj się z nami, aby uzyskać więcej informacji na temat tej maszyny.
Informacje o maszynie
- marka: STUDER
- rok: 2008
- MODEL: S31
- godziny produkcji: 47099
- zastosowanie: Szlifowanie
- Lokalizacja: Niemcy
- rodzaj maszyny: Szlifierka Okrągła
Dane techniczne - STUDER S31
Ruch osi
- Liczba osi: 2
Informacje dodatkowe
Dodatkowe wyposażenie
Zaktualizowana przetwornica częstotliwości / Wymieniona przetwornica częstotliwości
Zalety maszyny
Techniczne zalety maszyny
Sterownik: ge fanuc series 21-tb
Nieszczelna wanna
Nieszczelny zbiornik
Brak filtra paska płynu chłodzącego
Dodatkowe informacje
Oś poprzeczna X i oś wzdłużna Z:
Oś poprzeczna X (oś NC) 0°, napędzana serwomotorem AC
i śrubę kulową. Przesuw 280 mm. Programowalny posuw 0,001-5,000 mm/min.
Oś wzdłużna Z (oś NC). Napędzana serwomotorem AC i śrubą kulową. Skok
1150 mm. Programowalna prędkość posuwu
0,001-10 000 mm/min.
Bezpośredni system pomiarowy na osi X
Rozdzielczość 0,0001 mm (liniowy, absolutny system pomiarowy,
nie wymaga przesuwania punktu referencyjnego)
Bezpośredni system pomiarowy na osi Z
Rozdzielczość 0,0001 mm (liniowy, absolutny system pomiarowy,
nie wymaga przesuwania punktu referencyjnego)
Interfejs skali dla bezpośrednich systemów pomiarowych
Głowica pomiarowa
Uniwersalna głowica rewolwerowa U, obrotowa
Automatyczna oś obrotu głowicy (oś B)
do obracania głowicy koła.
Przekładnia Hirtha 1° do osi obrotu głowicy. Kąt obrotu -15° do +195°
Osłona bezpieczeństwa w pozycji narzędzia 1, lewa Ø 500 mm
do szlifowania zewnętrznego dla ściernic Ø 500x63mm F1
(80mm F5)
Osłona bezpieczeństwa w pozycji narzędzia 2, prawa Ø 500 mm
do szlifowania zewnętrznego dla ściernic Ø 500x63mm F1
(80mm F5)
Informacje ogólne dotyczące osłony bezpieczeństwa w pozycji narzędzia 2:
Długość szlifowania prawej strony szlifowania jest zmniejszona w pozycji obrotu głowicy szlifierskiej.
pozycji obrotowej głowicy szlifierskiej. 300° o ok. 30%
Wewnętrzne urządzenie szlifierskie do wrzecion wysokiej częstotliwości
Ø 120 mm w pozycji narzędzia 3 wraz z kablem przyłączeniowym
do podłączania wewnętrznych wrzecion szlifierskich Ø 120 mm zgodnie z
z następującymi specyfikacjami Studer:
-- Wtykowe złącza smarowania dla węży o średnicach
4mm
-- Wtykowe przyłącza chłodziwa dla przepływu przedniego i powrotnego
z wężami o średnicach
10 mm (złącza wtykowe po stronie wrzeciona i węża wchodzą w zakres dostawy wrzeciona)
-- Z połączeniami elektrycznymi zgodnie ze schematem połączeń
Kodowanie wewnętrznego wrzeciona szlifierskiego
Stałe łożyskowanie wrzeciona silnika 1 znajduje się po prawej stronie
w pozycji narzędzia 2
Prędkość skrawania wrzeciona silnika 1
programowalna do maks. 50 m/s
W przypadku wrzecion silnikowych o maks. n = 3200 obr/min, prędkość 50 m/s jest
możliwe tylko przy średnicach ściernic >300 mm
Sprzęt do szlifowania wewnętrznego HF dla wrzecion Fischer ze smarowaniem olejowo-powietrznym
Ogólne informacje o markach wrzecion HF:
Różne marki wrzecion ze smarowaniem olejowo-powietrznym nie mogą być używane na jednej maszynie.
-- Liczba przyłączy smarowania musi odpowiadać liczbie wrzecion w akcesoriach.
w akcesoriach.
-- Wrzeciona z różną liczbą przyłączy smarowania nie mogą być używane w jednej pozycji narzędzia.
Jednostka konserwacyjna do smarowania olejowo-powietrznego wrzecion do szlifowania wewnętrznego.
Ilość smaru można zaprogramować w sterowniku CNC dla konkretnego wrzeciona.
Odpowietrzanie wrzecion HF, gdy używane jest sprężone powietrze maszyny (włączane z głównego zaworu pneumatycznego).
Głowica robocza z łożyskami wałeczkowymi, stożek ISO 50, cylindryczne mocowanie zewnętrzne na
końcówka wrzeciona Ø 110 mm, otwór wrzeciona Ø 50 mm.
Ręczna blokada wrzeciona bez monitorowania.
Opcja montażu czujnika pierścienia szlifierskiego
Ogólne informacje o głowicy roboczej uchwytu:
Do szlifowania na żywo lub szlifowania zewnętrznego z obracającym się środkiem
Ręczna korekta cylindryczności głowicy roboczej
Dokładność centryczności co najmniej 0,0004 mm
Standardowa oś C
do załadunku przedmiotu obrabianego i zatrzymywania na obwodzie
(Dokładność +/-0,5°) do wymiany przedmiotu obrabianego
Standardowa oś C; do szlifowania kształtów,
zazwyczaj wymagana jest wysoce precyzyjna oś C.
Napęd przedmiotu obrabianego 3 kW z serwomotorem AC
Zakres prędkości 1-1000 obr.
Prędkość skokowa 1-50 obr.
Pneumatyczny podnośnik dla bezwysiłkowego ruchu
głowicy roboczej podczas ustawiania
2909914-E
Sterowanie pneumatyczne i monitorowanie ciśnienia wiórów
Interfejs elektryczny 1 dla
do maksymalnie 3 kW mocy napędowej.
Umożliwia programowanie prędkości w zakresie 10-100%
nominalnej prędkości wrzeciona, w zależności od wrzeciona, w tym samym lub przeciwnym kierunku co ściernica.
Panel operacyjny i szafa sterownicza na stałe podłączone do
z maszyną
Klimatyzator szafy sterowniczej
Ogólne informacje dotyczące chłodzenia szafy sterowniczej:
W temperaturze otoczenia. W przypadku temperatur powyżej 30°C wymagana jest jednostka chłodząca.
Napięcie zasilania: 400 V +/-10%
Częstotliwość linii: 50 Hz +/-1 Hz
Linia: 4-przewodowa (L1, L2, L3 / PE) lub 5-przewodowa (L1, L2, L3 / N / PE)
Wewnętrzne napięcie sterujące: 24 V DC
Sterownik CNC Fanuc 21i-TB z:
-- Aktywny kolorowy płaski ekran 10,4"
-- Zintegrowany sterownik PLC
-- Komunikator Studer i system magistrali ASI
Pamięć użytkownika sterownika CNC: 128 kB,
Pamięć programu: 200
-- Fanuc 21i-TB obsługuje tylko pamięć użytkownika o rozmiarze do 512 kB.
Przenośna jednostka operatora: Terminal Studer PCU
z wyświetlaczem LCD, klawiaturą, elektronicznym pokrętłem,
przycisk nadpisania i zezwolenia
Licznik godzin pracy, zakres 0-99 999 godzin
Elektroniczne wykrywanie dokowania z Dittel AE 4100-1
składający się z
-- Panel przedni z wyświetlaczem LCD do wyświetlania
krzywej sygnału
-- 4 wejścia do wykrywania dokowania z pasywnymi czujnikami
czujnikami, przy czym tylko jeden czujnik może być
oceniany tylko jeden czujnik
*Mogą występować różnice pomiędzy podanymi danymi a rzeczywistymi wartościami, należy to potwierdzić u przedstawiciela handlowego.
Borja Garcia
Warunki płatności
Płatność z góry
Finansowanie aktywów